1、產品簡介及用途
本產品適用于氧氣管道、氧氣(包括液氧)貯罐后的供氧網絡、氧壓機、液氧泵氣化器后的工藝用氧主干管和分支管等輸配網絡,為這些用戶點提供安全穩壓的氧氣流。
2、結構特點及工作原理
2.1本產品閥件的組合采用了“集成塊”模式,設計合理,結構緊湊,是新的安全緊湊型氧氣壓力調節閥組。
2.2本產品由不銹鋼無縫管、硅黃銅氧氣截止閥、無導泄壓氧氣截止閥、KOSO型氧氣壓力調節閥、異徑三通、異徑接頭、90°彎以及銅阻火器等構成。
2.3本產品有兩種結構形式
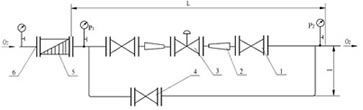
a、設置獨立閥門室的氧氣壓力調節閥組,見附圖1,其手動調節閥的閥桿可用接長操作手柄從防護墻外進行安全防護作業。
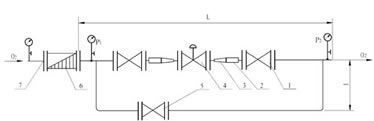
b、對于DN≤125的氧氣壓力調節閥組,可以不設獨立閥門室,但應按氧氣安全技術規程的規定,在調節閥的前后必須設置FPV-T型銅質阻火器,阻火器的長度L9≥1500。見附圖2。
2.4閥組工作原理是:系統中的主干管和分支管為并列的二個通道,閥組投運時先啟動分支管道上的先導泄壓氧氣截止閥,可平緩地減少閥組兩側的壓力差;當壓力差等于或小于0.3MPa時,再起用主干管,并關掉先導泄壓氧氣截止閥,可避免氣體流速過大而使元件發熱所造成的意外事故,確保安全送氣。
3、閥組主要技術性能參數表(設計壓力P=3.15MPa) |
|
管道通徑
DN
|
Qma(P1=3MPa)
Nm3/h
|
Qmin(P1=1.8MPa)
Nm3/h
|
KOSO調節閥通徑DNx
|
先導截止閥通徑
DNx
|
出 口 氧 壓
P2(MPa)
|
|
40
|
1870
|
1150
|
40
|
20
|
煉鋼工藝用氧點
P2=1.6±0.5MPa
連鑄切割用氧點
P2=1.2~1.4MPa
機修氧焊、切割
P2=0.8~1.0±0.5MPa
|
|
50
|
2930
|
1790
|
40
|
20
|
|
65
|
4950
|
3035
|
50
|
25
|
|
80
|
7500
|
4600
|
80
|
25
|
|
100
|
11730
|
7190
|
80
|
25
|
|
125
|
18330
|
11235
|
100
|
25
|
|
150
|
26400
|
16180
|
125
|
2
|
|
200
|
46930
|
28770
|
150
|
32
|
|
250
|
73330
|
44950
|
200
|
40
|
|
300
|
105600
|
64730
|
250
|
40
|
|
| 4、設獨立閥門室的氧氣壓力調節閥給的基本結構和尺寸見附圖1和附表1 |
|
|
1、氧氣截止閥
2、異徑管
3、KOSO氧氣調節閥
4、先導泄壓氧氣截止閥
5、氧氣過濾器
6、帶頸對焊鋼制管法蘭 |
|
| 附圖1 設獨立閥門室的氧氣壓力調節閥組示意圖 |
| 附表1 |
|
DN
|
40
|
50
|
65
|
80
|
100
|
125
|
150
|
200
|
250
|
300
|
|
L
|
2750
|
3000
|
3260
|
3260
|
3640
|
3910
|
4170
|
4510
|
4780
|
5170
|
|
I
|
500
|
500
|
500
|
500
|
500
|
500
|
500
|
500
|
500
|
500
|
|
| 5、不設獨立閥門室的氧氣壓力調節閥組(DN≤125)的基本結構(附圖1)和外形尺寸表(附表2) |
|
|
|
附圖2 不設獨立閥門室的氧氣壓力調節閥組示意圖
1、氧氣截止閥2、阻火器3、異徑管4、KOSO氧氣調節閥
5、先導泄壓氧氣截止閥6、氧氣過濾器7、帶頸對焊鋼制管法蘭
|
| 附表2 |
|
DN
|
40
|
50
|
65
|
80
|
100
|
125
|
|
L
|
5750
|
6000
|
6260
|
6300
|
6680
|
6870
|
|
I
|
155
|
160
|
175
|
185
|
200
|
200
|
|
| 6、本閥組可采取緊縮布置的形式:即將先導泄壓截止閥跨接在帶旁通孔的第一截止閥的進口側(調節閥前方)和第二截止閥的出口側,但在訂貨時應選取帶旁通孔的氧氣截止閥。 |







-1.jpg)
